|
2. Неустойчивое
фонтанное течение. «Тигровые полосы»
Другим
видом неустойчивости при литье
термопластов является неустойчивость
фонтанного течения на фронте потока,
которая приводит к появлению «следов
течения» в виде одиночных или
повторяющихся «полос», отличающихся
блеском и шероховатостью от других
областей детали.
Как показали
экспериментальные и теоретические
исследования, различные виды нарушений
фонтанного течения могут быть вызваны
изменением условий контакта расплава со
стенкой формы с одной стороны потока,
например, при ступенчатом изменении
толщины полости /40/, проявлением
эластических свойств расплава /41-42/,
неравномерностью температуры в
сочетании с зависимостью вязкости
расплава от температуры /43/ и др.
причинами.
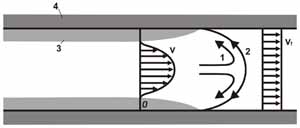
Возможность течения по
фронту расплава от стенки к стенке («end-over-end»)
впервые была отмечена в 1961 году на
основе результатов экспериментов по
литью полиэтилена высокой плотности /44/.
В ряде работ /45-46/ было экспериментально
подтверждено существование
неустойчивости в виде так называемого «несимметричного
фонтанного течения».
Большой практический и
теоретический интерес вызывает дефект «тигровые
полосы» (tiger stripes), представляющий собой
систему чередующихся полос с различным
блеском. Области разного блеска
расположены на противоположных
сторонах литьевой детали со «сдвигом»:
напротив области с высоким блеском
находится область с низким блеском. Этот
дефект характерен для полиэтилена
низкой и высокой плотностей /47/, смесей
поликарбоната и АБС-пластика /48-49/,
смесей АСА-сополимера с каучуками /50/,
гомополимеров и блок-сополимеров
полипропилена /51/, а также композиций
полипропилена с каучуками /52-54/, в том
числе тальконаполненных. Для композиций
полипропилена дефект может проявляться
не сразу после литья, а при действии УФ-излучения
или после отжига /55-56/.
Экспериментальное
изучение данного дефекта показало, что
изменение блеска «полос» вызвано
различными причинами в зависимости от
типа полимерного материала. Для смесей
поликарбоната и АБС изменение блеска
вызвано различным содержанием
компонентов смеси: в области высокого
блеска увеличено содержание
поликарбоната, тогда как в зоне
пониженного блеска наблюдается высокое
содержание АБС /48/. В композициях
полипропилена с каучуками изменение
блеска связано с различной ориентацией
каучуковой фазы /53-54/.
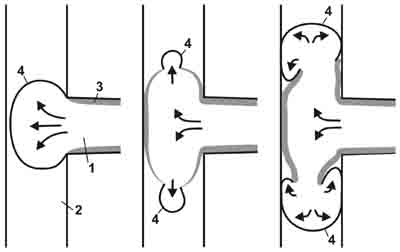
В докладе /52/ было впервые
сделано предположение о том, что
возникновение «тигровых полос» связано
с периодической неустойчивостью
фонтанного течения. Методами численного
моделирования была показана
теоретическая возможность такой
неустойчивости, вызванной
эластическими свойствами полимерных
расплавов /57/. Был предложен механизм
формирования «тигровых полос» для
композиций полипропилена с каучуками
/54/, учитывающий изменение ориентации
каучуковой фазы в поверхностном слое
при периодической неустойчивости
фонтанного течения.
Дефект «тигровые полосы»,
связанный с особенностями
реологического поведения полимерных
материалов, проявляется в широком
диапазоне условий литья /51, 58/ , и от него
трудно или невозможно избавиться путем
изменения технологического процесса.
Был предложен ряд подходов, позволяющих
снизить или полностью устранить данный
дефект для композиций полипропилена. К
ним относится использование
полипропилена с более широким
молекулярно-массовым распределением,
блок-сополимеров пропилена и этилена с
особой молекулярной структурой /59/,
смесей полипропиленов (гомополимера и/или
сополимеров с этиленом) /60/, смесей
полипропиленов с сополимерами других
альфа-олефинов /61-62/, а также специальных
композиций и технологий смешения,
обеспечивающих непрерывность
каучуковой фазы /63/. Разработаны добавки
для промышленно-выпускаемых композиций
полипропилена на основе смесей
сополимеров пропилена и этилена,
устраняющие «тигровые полосы» /64/.
3. Неустойчивость,
вызванная охлаждением фронта расплава
Еще один вид
неустойчивости течения связан с
нарушением теплового баланса потока при
недостаточно высокой скорости течения
расплава, в результате чего происходит
охлаждение потока и формирование на его
фронте пленки из охлажденного
полимерного материала. Из-за
неравномерности охлаждения,
охлажденная пленка обычно возникает
только с одной (более холодной) стороны
полости. Данное явление часто называют «задержкой»
расплава (hesitation). Движение фронта
расплава может продолжаться при
обтекании такой пленки, ее деформации
или разрыве (иногда следы пленки можно
увидеть на поверхности детали при
увеличении /65/) под действием
увеличивающегося давления расплава. Для
такого механизма течения в англоязычной
литературе используются термины «go-over»
/66/ или «getting over» /5, 33/. В результате на
поверхности литьевой детали остается
след (hesitation line) в виде канавки, линии спая
или полосы, отличающейся блеском и
шероховатостью от основной части детали.
Если это явление проявляется на
тонкостенном участке изделия с большей
основной толщиной, оно может приводить к
недоливу на тонкостенном участке.
Экспериментальное и
теоретическое изучение широко
распространенного дефекта литьевых
деталей «грампластинка» (record grooves, ripples,
wave marks) /26, 38, 67/, который также называют «следами
течения», позволяет сделать вывод, что
его причиной может являться «задержка
расплава», которая в определенных
условиях приобретает автоколебательный
характер /66, 68-69/. Обсуждаются и
альтернативные механизмы формирования
данного дефекта, связанные с потерей
устойчивости ориентированного
поверхностного слоя в процессе
заполнения /70/, неравномерной усадки
части поверхностного слоя вблизи фронта
расплава при заполнении /71/,
периодического скольжения расплава
относительно стенки /66/ и др.
Для устранения рассмотренных
дефектов, связанных с охлаждением
фронта расплава, необходимо обеспечить
заполнение формы в режиме постоянной
скорости впрыска (переключение на режим
управления давлением должно
происходить в самом конце процесса
заполнения), подобрать адекватную для
детали скорость впрыска, используя
профиль скорости впрыска, повысить
температуру формы и расплава /3, 22, 26, 33, 38,
66, 72/.
К неустойчивости данного
вида может быть отнесена и
неустойчивость, вызванная осцилляцией
давления при впрыске, следствием
которой является осцилляция скорости
движения фронта расплава. Как показано в
работе /73/ это приводит к появлению на
поверхности детали чередующихся полос (без
«сдвига») с различным блеском и
шероховатостью.
Литература
1.
Bryce D.M. Thermoplastic troubleshooting for injection molders. Society of
Plastics Engineers, 1991. 136 p.
2. Injection molding handbook. 3 rd edition / Ed. by D.V. Rosato,
D.V. Rosato, M.G. Rosato. Kluwer Academic Publishers, 2000. 1457 p.
3. Injection molding guide. GE Plastics, 2001. 39 p.
4. Hatch B. The troubleshooter: Flow marks tell on moldmaker // Inj.
Mold. Mag. 2005. № 11.
5. Moldflow design guide: A resource for plastics engineers / Ed.
by J. Shoemaker. Hanser, 2006. 346 p.
6. Kamal M.R. Injection molding: Introduction and general
background // Injection molding: Technology and fundamentals / Ed. by M.R.
Kamal, A. Isayev, S.-J. Liu. Hanser, 2009. P. 3-70.
7. Hot runner user manual. Mold-Masters. 2010. http://www.moldmasters.com
8. ГОСТ 24105-80. Изделия из пластмасс.
Термины и определения дефектов.
9. Tadmor Z. Molecular orientation in injection molding // J. Appl.
Polym. Sci. 1974. V. 18. P. 1753-1772.
10. Mavridis H., Hrymak A.N., Vlachopoulos, J. Deformation and
orientation of fluid elements behind an advancing flow front // J. Rheol.
1986. V. 30. № 3. P. 555-563.
11. Coyle D.J., Blake J.W., Macosko C.W. The kinematics of fountain
flow in mold filling // AIChE J. 1987. V. 33. P. 1168–1177.
12. Малкин А.Я. Неустойчивость при
течении растворов и расплавов полимеров
// Высокомол. соед. 2006. Т. А48. С. 1241-1262.
13. Larson R.G. Instabilities in viscoelastic flows // Rheol. Acta.
1992. V. 31. P. 213-263.
14. Ulcher Y., Cakmak M., Miao J., Hsiung C.M. Structural gradients
developed in injection-molded syndiotactic polystyrene (sPS) // J. Appl.
Polym. Sci. 1996. V. 60. P. 669-691.
15. Stevenson J.C., Fazey A.C. Vinyl molding compounds: Formulation
and performance evaluation // J. Vinyl Add. Tech. 1997. V. 3, № 2. P.
118-125.
16. Yokoi H. Internal visualization of mold cavity and heating
cylinder // Injection molding: Technology and fundamentals / Ed. by M.R.
Kamal, A. Isayev, S.-J. Liu. Hanser, 2009. P. 398-438.
17. Spenсer R.S., Gilmore G.D. Some flow phenomena in the
injection molding of polystyrene // J. Coll. Sci. 1951. V. 6, № 2. P.
118-132.
18. Han C.D., Villamizar C.A. Development of stress birefringence
and flow patterns during mold filling and cooling // Polym. Eng. Sci.
1978. V. 18, № 3. P. 173-179.
19. White J.L., Dietz W. Some relationship between injection
moulding conditions and the characteristics of vitrified moulded parts //
Polym. Eng. Sci. 1979. V. 19. P. 1081-1091.
20. Oezdemir A., Uluer O., Gueldas A. Flow front advancement of
molten thermoplastic materials during filling stage of a mold cavity //
Polym. Test. 2004. V. 23. P. 957-966.
21. Hatch B. The troubleshooter, Part 38: Acetal flow lines // Inj.
Mold. Mag. 2000. № 3.
22. Литье пластмасс под давлением /
Под ред. Т. Оссвальда, Л.-Ш. Тунга, П.Дж.
Грэманна. Пер с англ. под ред. Э.Л.
Калинчева. – СПб: Профессия, 2006. 712 с.
23. Beaumont J.P. Runner and gating
design handbook: Tools for successful injection molding. Hanser,
2004. 286 p.
24. Costa F.S., Ray S., Friedl C., Cook P.S., Xu S. The effect of
inertia on fill pattern in injection molding // 59th SPE ANTEC Tech.
Papers. 2001. P. 454-459.
25. Denn M.M. Extrusion instabilities and wall slip // Annu. Rev.
Fluid Mech. 2001. V. 33. P. 265–287.
26. Troubleshooting injection moulding. An Arburg guide / Ed. by V.
Goodship Rapra Technology Ltd., 2004. 138 p.
27. Малкин А.Я., Исаев А.И. Реология:
Концепции, методы, приложения. –СПб:
Профессия, 2007. 558 с.
28. Oda K., White J.L., Clark E.S. Jetting phenomena in injection
mold filling // Polym. Eng. Sci. 1976. V. 16. P. 585-592.
29. Мэллой Р. Конструирование
пластмассовых изделий для литья под
давлением. Перевод с англ. под ред. В.А.
Брагинского, Е.С. Цобкалло, Г.В. Комарова.
– СПб: Профессия, 2006. 512 с.
30. Kumar K.A., Graham M.D. Buckling instabilities in models of
viscoelastic free surface flows // J. Non-Newt. Fluid Mech. 2000. V. 89. P.
337-351.
31. Tadmor
Z., Gogos K.G. Principles of polymer processing. 2 nd edition. John Wiley
and Sons, 2006. 961 p.
32. Malkin A.Ya. Surface instabilities // Coll. J. 2008. V. 70, №
6. P. 673–689.
33. C-Mold design guide: A resource for plastics engineers. –Ithaca:
Advanced CAE Technology Inc., 1998. 336 p.
34. Yanev A.S., Dias G.R., Cunha A.M. Direct visualization of
conventional injection molding // 65th SPE ANTEC Tech. Papers. 2007. P.
1097-1101.
35. Менгес Г., Микаэли В., Морен П. Как
сделать литьевую форму. Пер. с англ. под
ред. В.Г. Дувидзона, Э.Л. Калинчева. – СПб:
Профессия, 2006. 632 с.
36. Guide to surface defects on thermoplastic injection-molded
parts. – Luedenscheid: Kunststoff-Institut Luedenscheid, K.I.M.W. NRW
GmbH, 2001. 130 p.
37. Disson
J.-P., Girois S. Acrylic process aids for PVC: From theoretical concepts
to practical use // J. Vinyl Add. Tech. 2003. V. 9, № 4. P. 177-187.
38. Bichler M. Guide to flawless injection mouldings. - Heidelberg:
Huethig Verlag. 1999. 112 p.
39. Olmsted B.A., Davis M.E. Practical injection molding. –N.Y.,
Basel: Marcel Dekker, 2001. 217 p.
40. Kanetoh Y., Yokoi H. Visualization analysis of melt flow
behaviour at step-change portion using rotary runner exchange system //
Polymer Processing Society. 22nd Ann. Meet. Yamagata, Japan. July 2-6.
2006. Paper SP 5-P01.
41. Bogaerds A.C.B., Hulsen M.A., Peters G.W.M., Baaijens F.P.T.
Stability analysis of injection molding flows // J. Rheol.
2004. V. 48, № 4. P. 765-785.
42. Baltussen M.G.H.M., Hulsen M.A., Peters G.W.M. Numerical
simulation of the fountain flow instability in injection molding // J.
Non-Newt. Fluid Mech. 2010. V. 165. P. 631-640.
43. Gramberg H.J.J. Flow front instabilities in an injection
moulding process. Thesis. –Eindhoven: Technische Universiteit Eindhoven,
2005. 117 p.
44. Rielly F.J., Price W.L. Plastic flow in injection molds // SPE
J. 1961. V. 17. P. 1097–1101.
45. Yokoi H., Masuda N., Mitsuhata H. Visualization analysis of
flow front behavior during filling process of injection mold cavity by
two-axis tracking system // J. Mater. Process. Tech. 2002. V. 130-131. P.
328-333.
46. Yokoi H., Kaneton Y. Visualization analysis of fountain flow
phenomenon by rotary runner exchange system. The 40th Int. Symp. on
Macromolecules «Macro 2004». July 4-9. Paris. 2004.
47. Heuzey M.-C., Daly J.M., Gao D.M., Garsia-Rejon A. The
occurrence of flow marks during injection molding of linear polyethylene
// 55th SPE ANTEC Tech. Papers. 1997. V. 43. P. 532-539.
48. Hamada H., Tsunasawa H. Correlation between flow mark and
internal structure of thin PC/ABS blend injection moldings // J. Appl.
Polym. Sci. 1996. V. 60. P. 353-362.
49. Hobbs S.Y. The development of flow instabilities during the
injection-molding of multicomponent resins // Polym. Eng. Sci. 1996. V.
36, № 11. P. 1489-1494.
50. Chang M.C.O. Surface defect formation in the injection molding
of acrylonitrile-styrene-acrylate polymers // Int. Polym Process. 1996. V.
11, № 1. P. 76-81.
51. Xu G. Study of thin-wall injection molding. PhD Dissertation.
The Ohio State University, 2004. 238 p.
52. Bulters M.A., Schepens A. The origin of the surface defects
’slip-stick’ on injection moulded products // 16th PPS Annu. Meet.
June 18-23. Shanghai, China. 2000. P. 144-145.
53. Patham B., Papworth P., Jayaraman K., Shu C., Wolkowicz M.D.
Flow marks in injection molding of polypropylene and ethylene-propylene
elastomer blends: Analysis of morphology and rheology // J. Appl. Polym.
Sci. 2005. V. 96. P. 423-434.
54. Hirano K., Suetsugu Y., Kanai T. Morphological analysis of the
tiger stripe on injection molding of polypropylene/ethylene-propylene
rubber/talc blends dependent on based polypropylene design // J. Appl.
Polym. Sci. 2007. V. 104, № 1. P. 192-199.
55. Hirano K., Tamura S., Kanai T. Striped-pattern deterioration
and morphological analysis of injection molding comprising polypropylene/ethylene- -olefin
rubber blends. I. Influence of ultraviolet irradiation // J. Appl. Polym.
Sci. 2007. V. 105. P. 2416-2426. -olefin
rubber blends. I. Influence of ultraviolet irradiation // J. Appl. Polym.
Sci. 2007. V. 105. P. 2416-2426.
56. Hirano K., Tamura S., Obata Y., Kanai T. Striped-pattern
deterioration and morphological analysis of injection molding comprising
polypropylene/ethylene--olefin rubber blends. II. Influence of heating //
J. Appl. Polym. Sci. 2008. V. 108. P. 76–84.
57. Grillet A.M., Bogaerds A.C.B., Peters G.W.M., Bulters M.J.H.,
Baaijens F.P.T. Numerical analysis of flow mark // J. Rheol. 2002. V. 46,
№ 3. P. 651-669.
58. Xu G., Koelling K.W. Study of flow marks during thin-wall
injection molding // 59th SPE ANTEC Tech. Papers. 2001. V. 47. P. 604-607.
59. Патент США 6916886. Morioka T., Sakata K., Sugano T.,
Itou M., Hayakawa Y. Propylene block copolymer. Japan Polypropylene Corp.
2005.
60. Патент США 7446147. Naito M., Sakai I., Sugimoto Y.,
Tsubohara K. Propylene resin composition. Mitsui Chemicals, Inc. 2008.
61. Патент США 7504455. Grein C.,
Bernreitner K., Berger F. Propylene polymer compositions. Borealis
Technology OY. 2009.
62. Патент США 7282537. Kanzaki S., Wakamatsu K.
Propylene-based polymer, propylene resin composition, and injection molded
article. Sumitomo Chemical Company. 2007.
63. Sherman L.M. Automotive TPOs: Improved processing, better
appearance // Plast. Tech. 2009. V. 55, № 1. P. 29-32.
64. Заявка США 2009/0131576. Zanka Y., Ryosho Y., Shimizu
K., Shimouse M., Mizukami S. Moldability modifier and polypropylene resin
composition using the same. Japan Polypropylene Corp. 2009.
65. Казанков Ю.В. Частная информация.
1998.
66. Bozelli J.W. Find the source of visual defects // Plast. Tech.
2008. V. 54, № 7. P. 55-57.
67. Yoshii M., Kuramoto H., Kato K. Experimental study of
transcription of smooth surfaces in injection molding // Polym. Eng. Sci.
1993. V. 33. P. 1251-1260.
68. Yoshii M., Kuramoto H., Kawana T., Kato K. The observation and
origin of micro flow marks in the precision injection molding of
polycarbonate // Polym. Eng. Sci. 1996. V. 36, № 6. P. 819–826.
69. Kang S.Y., Kim S.M., Lee W.I. Finite element analysis for
wavelike flow marks in injection molding // Polym. Eng. Sci. 2007. V. 47,
№ 6. P. 922-933.
70. Lee T.H., Mills N.J. Surface roughness and impact strength of
injection-moulded polystyrene // J. Mater. Sci. 1994. V. 29. P. 2704-2712.
71. Tredoux L., Satoh I., Kurosaki Y. Investigation of wavelike
flow marks in injection molding: A new hypothesis for the generation
mechanism // Polym. Eng. Sci. 2000. V. 40, № 10. P. 2161-2174.
72. Injection molding processing solutions. BASF Corp., 2001. 39 p.
73. Kazmer D.O., Garnavish K., Nageri R. An investigation into
hesitation effects in oscillating flows // 63th SPE ANTEC Tech. Papers.
2005. P. 657-661.
74.
Hopson P.L. The effect of polymer blending on environmental stress
cracking resistance: Role of polycarbonate blend morphology, miscibility,
and crystallinity. PhD Dissertation. The University of Southern
Mississippi, 2005. 268 p.
|