| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Технологические параметры |
Следующая
публикация: Оптические свойства |
|
Инженерные расчеты литья термопластов под давлением в
Moldex3D
R13 |
|
Игорь Барвинский (ЗАО «СиСофт», Москва),
CADmaster. 2014. № 5. С. 44-49.
Широкое распространение систем инженерных расчетов для литья
термопластичных материалов под давлением обусловлено сложностью этого
технологического процесса, большим количеством факторов, влияющих на
качество получаемых изделий, а также высокой стоимостью литьевых форм.
Расчетная система Moldex3D, разрабатываемая тайваньской компанией
CoreTech System, хотя и стартовала существенно позже своих конкурентов
(первая версия появилась лишь в 1995 г.), сумела в последние годы не
только выйти на уровень лидеров, но и обойти их по целому ряду
функциональных возможностей.
Одной из особенностей продуктов Moldex3D является ориентация на
3D-моделирование, интуитивно более понятное начинающим пользователям по
сравнению с 2,5D-методами и предоставляющее большие возможности для
совершенствования моделей технологического процесса. Разработчикам
Moldex3D удалось преодолеть известные проблемы 3D-метода [1],
обусловленные главным образом длительностью 3D-расчетов, с помощью
метода конечных объемов и новаторских подходов для оптимизации сетки с
учетом специфики поведения расплава полимерного материала при течении и
охлаждении в условиях литья под давлением. Этому способствовало развитие
технологии параллельных вычислений и повышение быстродействия
общедоступных компьютеров.
Рассмотрим основные функциональные возможности продуктов версии Moldex3D
R13 для моделирования литья под давлением термопластичных материалов и
специальных технологий литья, а также наиболее важные изменения [2] по
сравнению с их предыдущей версией.
Подготовка модели
К сильным сторонам продуктов Moldex3D относится технология быстрой
подготовки 3D-сетки для модели литьевого изделия и формы в программном
модуле Designer, которая облегчает освоение продукта начинающим
пользователям. Предусмотрены возможности импорта модели из CAD-систем (с
использованием форматов STEP, STL, IGES, Parasolid, NX, CATIA,
Rhinoceros, Creo и пр.), а также быстрого построения моделей
холодноканальной, горячеканальной или комбинированной литниковой системы
и системы охлаждения литьевой формы на основе запатентованной методики с
применением твердотельных примитивов.
Библиотека впускных литниковых каналов содержит широкий набор вариантов
конструкций с 3D-течением для центрального, точечного, торцевого,
веерного, накладного, туннельного и других впускных литниковых каналов.
Модель горячеканальной литниковой системы может включать запирающиеся
сопла, в том числе для технологии литья «с последовательным впуском»
(«каскадного литья»), в которой запорные клапаны сопел открываются и
закрываются в определенной последовательности. 3D-модель
литниковой системы отражает практически все особенности реальной
конструкции, например, ловушку холодной капли в центральном литниковом
канале. В новой версии Moldex3D R13 модель отливки может содержать
прибыль для всех моделируемых технологических процессов (прибыль
относится к стандартным элементам конструкции при литье деталей
оптического назначения).
Технология быстрого построения модели литьевой формы предусматривает
автоматическое создание модели охлаждающих каналов с соединительными
шлангами, нагревательных элементов, вставок детали (извлекаются из формы
при выталкивании отливки), вставок формы, металлических деталей горячего
канала. Модели элементов системы нагрева и охлаждения, а также других
деталей формы могут быть импортированы из CAD-систем.
К нововведениям версии Moldex3D R13 относится автоматическое построение
в модуле Cooling Channel Designer
так называемых конформных каналов охлаждения, расположенных
эквидистантно от поверхности изделия, которая имеет сложную геометрию.
В режиме
eDesign
модуля Designer пользователь
может выбрать один из пяти вариантов построения 3D-сетки, что позволяет
оптимизировать модель в отношении точности и длительности расчетов для
решения конкретной задачи.
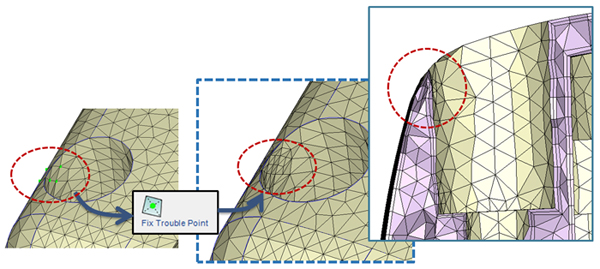
Дальнейшее развитие в версии Moldex3D R13 получили методы улучшения и
модификации построенной 3D-сетки, снижающие трудоемкость «доводки»
модели. К полезным нововведениям относятся функции восстановления
недостающих частей, устранения закруглений, «сшивания» сеток на
контактирующих поверхностях, а также новый метод автоматического
улучшения сетки в проблемной области (рис. 1). К уже имеющимся
возможностям изменения пользователем толщины участков модели на готовой
сетке добавлено изменение толщины бобышек (рис. 2). |
 |
|
Рис. 1. Автоматическое улучшение сетки в
проблемной области |
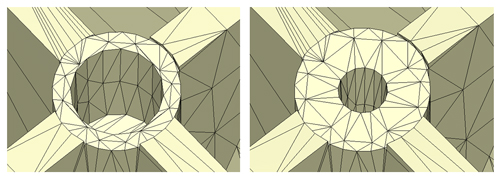 |
| Рис. 2. Изменения толщины участка модели |
|
В новой версии расширен функционал модуля
Designer для подготовки
комбинированных
BLM-сеток,
содержащих слои тонких призматических элементов в пристенной области
литьевого канала, что позволяет точнее определять толщину застывшего
поверхностного слоя и диссипативного тепловыделения при течении полимерного
расплава, используя существенно меньшее количество элементов сетки. Одним из
преимуществ метода конечных объемов являются расширенные возможности
комбинирования различных типов элементов при моделировании процессов течения
расплава [3].
Стадии заполнения, уплотнения и охлаждения в форме
Моделирование заполнения формы расплавом в модуле
Flow может выполняться при
постоянной объемной скорости впрыска или с использованием профиля скорости
впрыска для различных условий переключения на режим управления давлением.
Моделирование 3D-течения расплава в литниковой системе позволяет учесть
неравномерное распределение температуры в литниковых каналах, связанное с
явлением нестационарности течения (зависимостью температуры расплава от
времени) и оказывающее очень большое влияние на качество изделий, получаемых
в многогнездных холодноканальных и горячеканальных формах. В модели течения
расплава учитывается его сжимаемость, диссипативное тепловыделение, влияние
гравитации (последнее важно для изделий повышенной толщины) и других
факторов. Имеется возможность моделирования кристаллизации полимера при
охлаждении, включая ориентационную кристаллизацию.
Моделирование стадии заполнения формы может проводиться с учетом вытеснения
воздуха потоком расплава. При этом рассчитывается остаточное давление
воздуха при его запирании в оформляющей полости и температура полимерного
материала, что позволяет оценить опасность эффекта дизеля (подгорания
материала при быстром повышении давления воздуха в полости) и других
проблем, вызванных ошибками в конструкции системы вентиляции формы.
Одной из интересных возможностей продуктов Moldex3D является способ задания
технологических условий, при котором воспроизводится интерфейс системы
управления литьевой машины (рис. 3). В новой версии увеличено количество
поддерживаемых систем управления. |
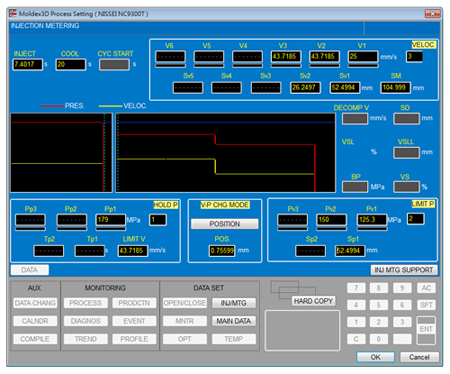 |
| Рис. 3. Задание технологических условий моделирования процесса литья с использованием интерфейса системы управления литьевой машины NISSEI NC9300T |
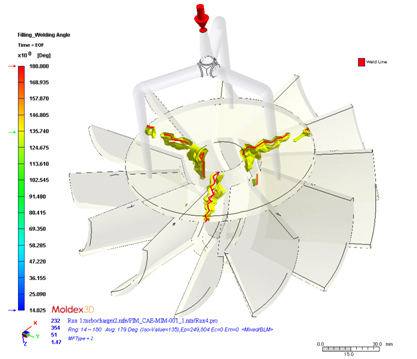 |
| Рис. 4. Поверхности контакта потоков при образовании спаев и прогнозируемые линии спая |
|
Моделирование стадии заполнения предоставляет возможность предотвратить
недолив, облой, возникновение подгаров и ряд других дефектов литьевых
изделий, обусловленных проблемами этой стадии процесса литья под давлением.
Нагрев и охлаждение литьевой формы
Расчет тепловых процессов в литьевой форме при ее нагреве и охлаждении может
выполняться для стационарного и нестационарного вариантов. При стационарном
расчете в модуле Cool моделируется
процесс теплопереноса между отливкой и формой с учетом конструкции системы
охлаждения, материалов формы, свойств хладагента, метода управления
температурой формы и других факторов, влияющих на процесс отвода тепла от
отливки, но расчет выполняется для средней температуры в литьевом цикле.
Такой расчет позволяет учесть влияние неравномерности охлаждения на
поведение полимерного материала в литьевой форме, оптимизировать конструкцию
охлаждающих каналов и технологический режим охлаждения (расход и температуру
хладагента и пр.) для обеспечения эффективного и равномерного охлаждения
отливки и сокращения цикла литья. На основе расчета могут быть определены
требования к термостату формы. В новой версии расширены возможности задания
режима управления температурой нагревателей, а также добавлен расчет
предварительного нагрева литьевой формы при «плавном пуске» процесса.
Нестационарный расчет охлаждения литьевой формы в модуле
Transient Cool позволяет учесть
изменения температуры формы в литьевом цикле. Этот модуль также
предусматривает расчет при нагреве и охлаждении формы в каждом цикле литья
(литье под давлением с вариотермическим термостатированием) для различных
способов нагрева. |
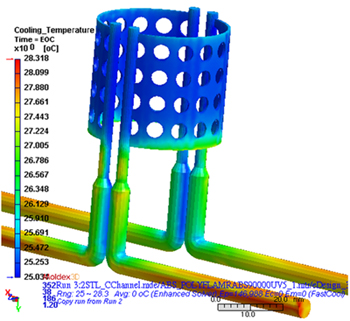 |
| Рис. 5. Температура поверхности охлаждающих каналов при сложном 3D-течении в системе охлаждения пуансона |
|
Влияние тепловых процессов в металлических деталях горячеканальной
литниковой системы на равномерность температуры расплава может быть
рассмотрено при расчете с использованием модуля
Advanced Hot Runner. Этот модуль
позволяет оптимизировать конструкцию и мощность нагревателей сопел и
распределителя и оценить эффективность регулирования температуры на входе в
оформляющую полость. В новой версии добавлена возможность быстрого получения
распределения температуры в отдельных металлических компонентах
горячеканальной литниковой системы.
Усадка, коробление и остаточные напряжения
В модуле Warp выполняется
3D-расчет напряженно-деформированного состояния отливки в закрытой форме и
после ее извлечения из формы. Характеристиками этого
напряженно-деформированного состояния являются технологическая усадка
(уменьшение линейных размеров), коробление (отклонение формы изделия) и
остаточные напряжения в изделии после выталкивания из формы, которые
подразделяются на термические напряжения и напряжения, определяемые течением
расплава при заполнении формы. При расчете учитываются деформации отливки в
форме, включая коробление в форме в пределах зазора, возникающего из-за
усадки в направлении толщины, и процесс релаксации напряжений в полимерном
материале.
Определение причин коробления производится на основе результатов расчета
компонентов коробления, вызванного различными факторами, такими как
неравномерность объемной усадки, охлаждения отливки или ориентации
волокнистого наполнителя. В версии Moldex3D R13 можно определить параметры
корректировки размеров литьевой полости в направлении координатных осей для
устранения размерного брака, вызванного неравномерностью усадочных
процессов.
Большое влияние на усадочное поведение литьевых изделий и стабильность
размеров при хранении и эксплуатации оказывают вязкоупругие свойства
термопласта, что может быть учтено в модуле
Viscoelasticity на основе
различных линейных и нелинейных моделей вязкоупругости.
Учет деформаций деталей литьевой формы
Неравномерность распределения давления расплава в оформляющей полости на
стадии заполнения является причиной деформаций деталей формы и может
оказывать негативное влияние на качество получаемых изделий при литье под
давлением.
Модуль
Multi-Component
Molding
позволяет не только выполнить моделирование деформаций знаков и пуансонов
под действием градиента давления расплава, но и учесть влияние этих
деформаций на течение расплава.
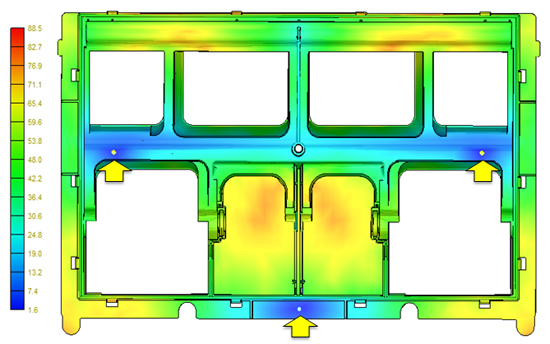
Более широкие возможности для моделирования деформаций литьевой формы
предоставляет модуль Stress. В
версии Moldex3D R13 этот модуль включает расчет деформаций и напряженного
состояния формообразующих деталей под действием давления расплава на стадии
заполнения, а также тепловой нагрузки при охлаждении отливки.
Автоматическая оптимизация
В модуле Designer версии Moldex3D
R13 добавлен метод оценки оптимального расположения впусков на основе учета
отношения длины затекания расплава к толщине (рис. 6), при этом некоторые
места впуска могут быть предварительно заданы пользователем. |
 |
| Рис. 6. Результат автоматического выбора мест впуска |
|
Разрушение и ориентация наполнителя
С помощью модуля Fiber можно
учесть влияние разрушения и ориентации волокнистого наполнителя под
действием условий переработки полимерного материала на качество литьевых
изделий.
Конечная длина волокна (например, стеклянного или углеродного) в литьевом
изделии относится к числу важнейших факторов, определяющих его механические
свойства и поведение при усадке или механическом нагружении. Модуль
Fiber позволяет спрогнозировать разрушение волокнистого наполнителя
в литьевой форме на стадии заполнения под действием течения расплава. Одним
из наиболее интересных нововведений в Moldex3D R13 является моделирование
разрушения длинного и короткого волокна в материальном цилиндре литьевой
машины на стадии пластикации для заданных геометрических параметров шнека и
скорости вращения при пластикации (рис. 7). Возможность такого расчета важна
для корректного прогнозирования усадки, коробления и остаточных напряжений
(рис. 8), поскольку наиболее интенсивное разрушение частиц волокна
происходит именно на стадии пластикации. |
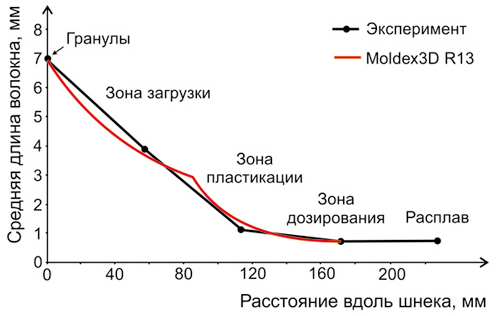 |
| Рис. 7. Сравнение экспериментальных данных и результатов моделирования разрушения волокна в зонах шнека под действием факторов стадии пластикации при переработке полипропилена, содержащего 40% длинного стекловолокна |
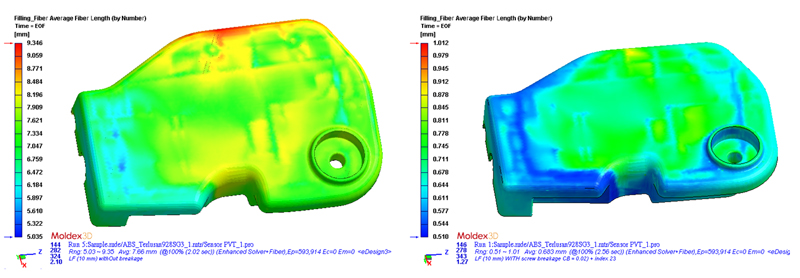 |
| а) б) |
| Рис. 8. Результаты расчета среднечисловой длины стекловолокна без учета (а) и с учетом (б) его разрушения при пластикации (в обоих случаях учитывается разрушение волокна в литниковой системе и оформляющей полости) |
|
Оптические характеристики
В модуле Optics можно
спрогнозировать оптические характеристики литьевых изделий, такие как
показатель преломления, двойное лучепреломление, и составить
интерференционную картину для заданной длины волны источника света.
Полученные результаты могут быть экспортированы в программный продукт CODEV
и использованы в дальнейшем для расчета оптических систем.
Термообработка и поведение литьевого изделия при эксплуатации
Технологический процесс термообработки, применяемый с целью снижения
остаточных напряжений и повышения стабильности размеров литьевых изделий,
позволяет смоделировать модуль Stress.
В версии Moldex3D R13 такие расчет могут выполняться для одного или
нескольких циклов термообработки.
3D-расчет поведения литьевого изделия при эксплуатации с учетом остаточных
напряжений может производиться с помощью этого же модуля для различных
условий нагружения.
Специальные технологии литья
В версии
Moldex3D
R13
расширены возможности моделирования специальных технологий литья.
Модуль Multi-Component Molding
применяется для моделирования литья под давлением с металлическими,
полимерными и другими закладными элементами. В этом модуле также можно
выполнить расчет двухкомпонентного и двухцветного литья под давлением при
последовательном впрыске компонентов в одном литьевом цикле. Одновременная
подача компонентов через различные места впуска моделируется с помощью
модуля Bi-Injection. Модуль
Co-Injection предназначен для моделирования сэндвич-литья.
Расчеты литья с газом в модуле
Gas-Assisted Injection включают моделирование растекания полимерного
расплава на стадии заполнения, движения газа в расплаве, вытеснения газом
расплава в незаполненные части оформляющей полости или в прибыль
(соответственно в технологии с неполным впрыском или с прибылью), а также
уплотнения газом полимерного материала. При расчете литья с водой в модуле
Water-Assisted Injection
моделируется течение расплава полимерного материала на стадии заполнения,
движение воды в полимерном расплаве, уплотнение полимерного расплава
давлением воды.
Расчет инжекционно-компрессионного формования (литья с подпрессовкой) с
возможностью подпрессовки на стадиях заполнения, уплотнения и охлаждения в
форме может быть выполнен с помощью модуля
Injection Compression.
Расчет литья с микровспениванием выполняется в модуле
MuCell для технологического процесса, разработанного компанией
Trexel. Моделирование включает расчеты стадий заполнения, уплотнения и
охлаждения в форме для разных вариантов технологии, в том числе при
увеличении объема полости после ее заполнения расплавом (core-back) с
помощью подвижного знака или пуансона.
Расчет литья под давлением высоконаполненных композиций на основе
металлических и керамических порошков с органическим или полимерным
связующим (технологии Metal Injection Molding и Ceramic Injection Molding)
выполняется в модуле Powder Injection
Molding. Моделирование технологического процесса производится с учетом
скольжения расплава относительно стенки и миграции частиц наполнителя при
течении расплава (последнее позволяет спрогнозировать неравномерность
распределения наполнителя в отливке под действием факторов переработки).
Базы данных
База данных Moldex3D
R13 содержит более
7000 марок полимерных материалов. Эти продукты включают также базы данных по
характеристикам литьевых машин, хладагентам и материалам литьевых форм.
Пользователь может создавать и редактировать свои базы данных.
Интеграция и обмен данными с системами CAD и системами инженерных
расчетов
Модуль eDesignSYNC включает
полностью интегрированные пре-/постпроцессоры для CAD-систем NX, SolidWorks
и Creo. С помощью этого модуля можно подготовить и запустить расчеты, а
также просмотреть результаты непосредственно в системе CAD.
Экспорт результатов расчета в системы
ABAQUS,
ANSYS,
LS-DYNA,
MSC
Marc,
MSC
Nastran,
NX
Nastran,
NE
Nastran и
Radioss
обеспечивается модулем
FEA
Interface. В версии Moldex3D
R13
расширен перечень экспортируемых результатов, а также появились новые
возможности «наложения» результатов на сетку, учитывающие ее особенности в
конкретной системе инженерных расчетов.
Модуль Micromechanics Interface
позволяет экспортировать результаты расчета для композитов (в модуле
Fiber), а также характеристик пористой структуры (в модуле
MuCell) в продукты Digimat
компании e-Xstream Engineering и Converse компании PART Engineering.
Параллельные вычисления и управление расчетами
|
 |
| Рис. 9. Вывод информации о ходе расчета на экран мобильного телефона |
|
Авторы выражают благодарность компании CoreTech System за предоставленную
информацию и иллюстрации.
Литература
1. Барвинский И., Барвинская И. Компьютерный анализ литья: Подходы и
модели // Пластикс, 2009.
№ 3. –
С.
50-54; № 4. –
С. 63-66.
2. Moldex3D R13.0 release note. CoreTech System Co., Ltd., 2014. – 64 p. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||