| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Подготовка, проведение и анализ результатов расчета |
Следующая
публикация: Типичные ошибки при инженерных расчетах |
|
Инженерные расчеты литья термопластов под давлением: Версия Moldex3D R14 |
|
Барвинский И.А., АО "СиСофт"
CADmaster. 2016. № 2. С. 89-93.
|
|
Достижения в области
инженерных расчетов литья термопластичных материалов под давлением в
последнее время связывают главным образом с развитием 3D-моделирования
этого технологического процесса [1]. В версии
Moldex3D
R14 компании
CoreTech
System
(Тайвань) реализована усовершенствованная технология 3D-расчетов
на основе метода конечных объемов [2] и расширена функциональность
программных продуктов [3]. Ниже рассмотрены основные возможности версии
Moldex3D
R14 с учетом пакетов обновлений
SP1
[4] и
SP2
[5].
BLM 2.0 – новая технология 3D-расчетов
Хотя 3D-подход
имеет очевидные преимущества [1], большое количество элементов в сетках в
сочетании с высокой сложностью модели процесса литья под давлением создает
проблему для пользователей из-за длительных расчетов. Эта проблема может
быть решена при использовании комбинированных сеток, содержащих разные типы
3D-элементов, а также неравномерных (в направлении толщины оформляющей
полости) сеток, оптимизированных с учетом физических явлений, характерных
для процесса литья термопластов под давлением. |
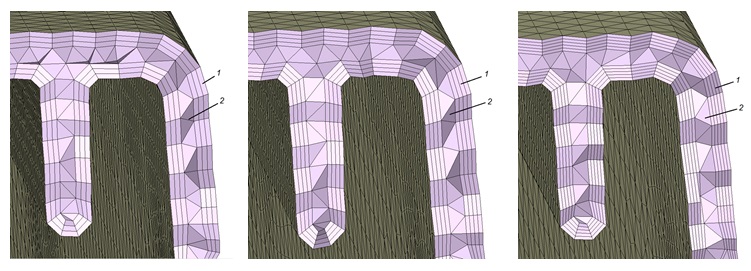 |
| а) | б) | в) |
| Рис. 1. Примеры BLM-сеток при изменении количества слоев призматических элементов в Moldex3D R14: 3 слоя (а), 4 слоя (б), 5 слоев при их относительной толщине 0,4; 1– слои призматических элементов; 2 – тетраэдрические элементы |
|
Увеличение количества
слоев призматических элементов с трех (в предыдущей версии) до пяти привело
к существенному уменьшению зависимости результатов расчета от количества
элементов в сетке за счет лучшего учета диссипативного тепловыделения [7],
что позволяет использовать сетки, содержащие на 50-75% меньше элементов, без
снижения точности расчетов [3].
Упрощенная процедура подготовки
сетки
Подготовка сетки является
важным этапом инженерных расчетов, поскольку от качества сетки напрямую
зависит корректность получаемых результатов, погрешность расчетов, а в ряде
случаев и сама возможность выполнения вычислений. В версии
Moldex3D
R14 процедура подготовки 3D-сетки
существенно упрощена за счет улучшения генератора сетки и совершенствования
численного метода. |
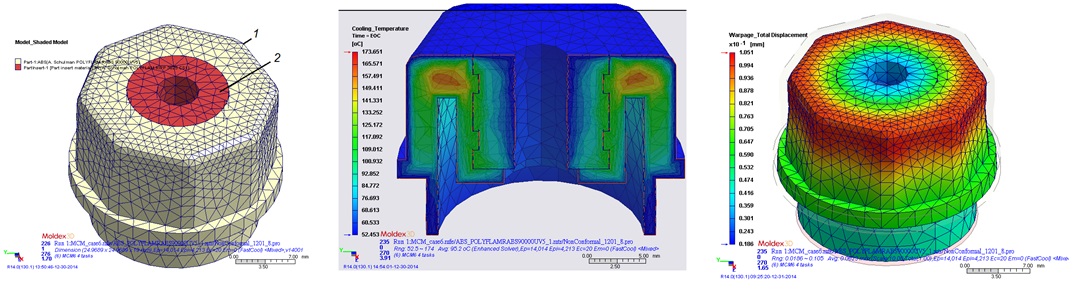 |
| а) | б) | в) |
| Рис. 2. Использование несвязанной BLM-сетки (а) для расчета нагрева и охлаждения литьевой формы (температура при окончании выдержки на охлаждение показана для разреза), (б) технологический усадки и коробления, (в) при литье под давлением детали 1 с металлической арматурой 2 |
|
Создание 3D-сеток для модели литниковых каналов
В продуктах
Moldex3D
3D-модель
течения расплава используется не только для оформляющей полости, но и в
литниковой системе. Это позволяет учесть характерную неравномерность
температуры, вызванную нестационарностью
(зависимостью от времени) распределения температуры расплава в литниковых
каналах в распространенных вариантах конструкции как холодноканальных [8],
так и горячеканальных [9] систем. Пользователи могут выбирать наиболее
подходящий способ создания модели литниковой системы в конкретном проекте с
помощью Мастера автоматического создания модели литниковых каналов,
полуавтоматического метода, импорта модели каналов из
CAD-систем
или комбинируя эти методы (при использовании соответствующих атрибутов для
частей горячеканальной или холодноканальной литниковой системы). В первых
двух случаях сначала создается модель центральной линии каналов с заданным
типом и размерами поперечного сечения, а для некоторых типов каналов
(трапеция, скругленная трапеция и др.) и направлением ориентации
относительно оси канала. При этом для наглядности используется трехмерное
представление литниковых каналов. Принцип «что видишь, то и получишь»
обеспечивает пользователю комфортные условия в процессе подготовки модели. |
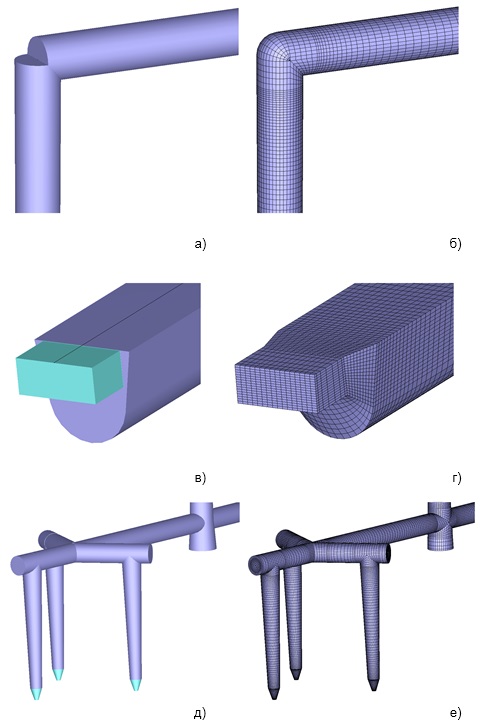 |
| Рис. 3. Визуальное представление соединений каналов литниковой системы в исходной модели (а, в, д) и 3D-сетка (б, г, е), автоматически построенная в модуле Designer BLM, для соединения участков разводящего литникового канала (а, б), перехода от разводящего литникового канала к впускному (в, г) и соединений центрального литникового канала с разводящими, а также участков разводящих каналов (д, е) в холодноканальных литниковых системах |
|
Возможность импорта 3D-геометрии
литниковой системы или ее частей с последующим построением 3D-сетки
позволяет использовать для расчетов любые (даже самые экзотические, а также
новаторские) варианты конструкции литниковых каналов.
Расчет разрушения и ориентации волокнистого наполнителя
Точность прогнозирования
технологической усадки, коробления и остаточных напряжений в литьевых
деталях из термопластов, содержащих жесткий волокнистый наполнитель
(стеклянное, углеродное и прочее волокно), в большой степени определяется
точностью моделирования разрушения частиц волокна в процессе переработки и
их ориентации при течении расплава в оформляющей полости литьевой формы.
Продукты
Moldex3D
позволяют моделировать процессы разрушения длинного и короткого волокна в
материальном цилиндре на стадии пластикации, в каналах литниковой системы и
оформляющей полости литьевой формы на стадии заполнения.
Улучшенный метод расчета технологической усадки, коробления и остаточных
напряжений
Прогнозирование
технологической усадки, коробления и остаточных напряжений входит в число
важнейших задач, решаемых с помощью современных систем инженерных расчетов.
В то же время для получения корректных оценок линейных размеров и отклонений
формы детали необходимо учитывать большое количество факторов, влияющих на
напряженно-деформированное состояние отливки в литьевой форме и после ее
извлечения из формы. |
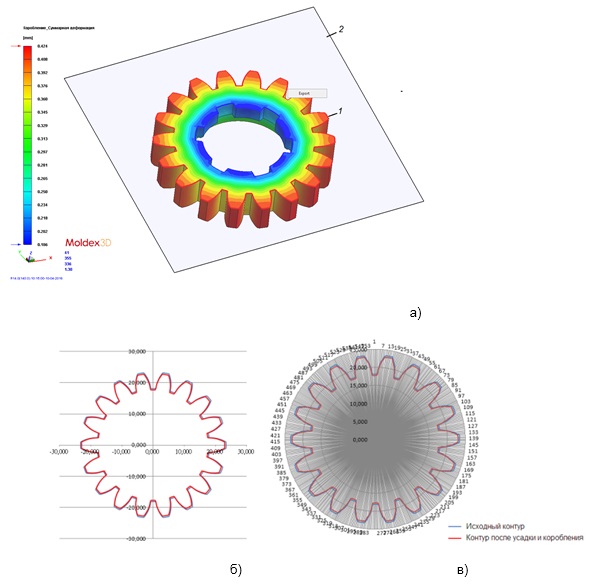 |
| Рис. 4. Результат расчета деформаций (технологической усадки и коробления) детали для заданного разреза (а) и представление данных по отклонению конечного контура 1 детали для режущей плоскости 2 после технологической усадки и коробления) от исходного контура (б, в) |
|
Задание технологического режима с учетом особенностей литьевой машины
Задание технологического
режима при расчете в том виде, как он задается в системе управления реальной
литьевой машины, является одним из преимуществ
Moldex3D.
В версии
Moldex3D
R14 расширены возможности пользователя по учету
особенностей конструкции литьевой машины и ее системы управления.
Изменение структуры продуктов
Moldex3D
В версии
Moldex3D
R14 произошло существенное изменение общей
структуры продуктов
Moldex3D.
В новой структуре сохранена линейка продуктов
Moldex3D
eDesign, в которой пользователь выбирает один
из пяти уровней построения сетки (уровень сетки задает размер элемента, и, в
конечном счете, количество элементов сетки в модели), а сама 3D-сетка
строится автоматически. Для «классического» литья под давлением
eDesign
позволяет моделировать стадии заполнения, уплотнения, охлаждения отливки в
форме, нагрев и охлаждение литьевой формы с учетом конструкции системы
охлаждения и нагревателей различных типов для моделей стационарного и
нестационарного процессов (в том числе предварительный нагрев формы,
тепловой расчет горячеканальной системы с учетом конструкции нагревателей,
расположения датчиков температуры и пр.), рассчитывать технологическую
усадку, коробление и остаточные напряжения в детали после ее извлечения из
формы. Имеются модули для учета вязкоупругости, моделирования
термообработки, 3D-течения
хладагента в каналах охлаждения, решения задач оптимизации технологического
режима, полимерного материала, конструкции детали и литьевой формы.
Moldex3D
eDesign позволяет также моделировать
некоторые специальные технологии литья: литье с металлической и
неметаллической арматурой, разновидности двухкомпонентного литья, литье с
физическим вспениванием, литье под давлением порошковых металлических (MIM-технология)
и керамических (CIM-технология) композиций.
Результаты моделирования могут быть экспортированы в другие системы
инженерных расчетов. |
|
Литература |
|
1.
Барвинский И.
А.
3D-расчеты литьевых форм для литья
термопластов под давлением // Семинар «Современные технологии
производства и эксплуатации пресс-форм».
Международная выставка РОСМОЛД'2015. Москва. 24 июня 2015 г.
С. 1-12. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||